Entrez un mot ou une phrase dans n'importe quelle langue 👆
Langue:
Traduction et analyse de mots par intelligence artificielle ChatGPT
Sur cette page, vous pouvez obtenir une analyse détaillée d'un mot ou d'une phrase, réalisée à l'aide de la meilleure technologie d'intelligence artificielle à ce jour:
- comment le mot est utilisé
- fréquence d'utilisation
- il est utilisé plus souvent dans le discours oral ou écrit
- options de traduction de mots
- exemples d'utilisation (plusieurs phrases avec traduction)
- étymologie
Qu'est-ce (qui) est Бумагоделательная машина - définition
БДМ; Самочерпка

БУМАГОДЕЛАТЕЛЬНАЯ МАШИНА
агрегат для получения (отливки) бумаги и некоторых видов картона из бумажной массы. Состоит из сеточной части (где формируется и частично обезвоживается бумажное полотно), а также прессовой, сушильной и отделочной частей. Бумагоделательные машины для газетной бумаги вырабатывают бумажное полотно со скоростью до 850 м/мин при ширине полотна ок. 9 м.
Бумагоделательная машина
многосекционный агрегат непрерывного действия, на котором из сильно разбавленной водой волокнистой суспензии получают бумагу и некоторые виды картона (рис. 1).
Различают 2 основных типа Б. м.: плоскосеточные (столовые), применяемые для выработки основных видов бумаги, и круглосеточные (цилиндровые), на которых изготовляется ограниченный ассортимент бумаги и картона. Эти типы имеют различные устройства для выпуска бумажной массы на сетку Б. м. и отлива бумажного полотна, конструкция же остальных узлов, а также технологический процесс изготовления бумаги аналогичны (за исключением машины "сухого формования").
На рис. 2 приведена схема плоскосеточной Б. м., включающая наряду с оборудованием собственно Б. м. вспомогательное оборудование, предназначенное для подготовки бумажной массы перед подачей её на сетку. Виды вспомогательного оборудования и его конструкция чрезвычайно разнообразны.
Готовая бумажная масса концентрацией около 3-4\% с помощью насоса подаётся из массоподготовительного отдела в машинный бассейн, откуда поступает на Б. м. Постоянным перемешиванием массы в машинном бассейне добиваются выравнивания степени помола и концентрации массы по всему объёму. Предварительно она разбавляется оборотной водой (от обезвоживания бумажной массы на сетке Б. м. до концентрации 0,1-1,5\%) и пропускается через очистную аппаратуру (узлоловители, центриклинеры, центрискрины и т.д.), где удаляются различные посторонние включения и грубые частицы минерального и волокнистого происхождения. Из очистной аппаратуры бумажная масса поступает в напорный ящик, который обеспечивает истечение массы с определённой скоростью и одинаковую толщину струи по всей ширине сетки.
Б. м. состоит из следующих основных частей: сеточной, где из разбавленной суспензии непрерывно формуется полотно бумаги и из него удаляется первая часть избыточной воды; прессовой, где производится обезвоживание и уплотнение полотна бумаги: сушильной, в которой удаляется оставшаяся в бумажном полотне влага: отделочной, где полотно подвергается необходимой обработке для придания лоска, плотности, гладкости и наматывается в рулоны.
Сеточная часть - бесконечная сетка (вытканная из нитей различных сплавов меди или синтетических материалов). Привод сетки осуществляется от гауч-вала. На новых машинах, имеющих вакуум-пересасывающие устройства, приводным является также ведущий вал сетки. Чтобы бумажная масса не стекала, по краям сетки устанавливаются ограничительные линейки. Обезвоживание бумажной массы и формование полотна бумаги происходят за счёт свободного стекания и отсасывающего действия регистровых валиков. Для получения более однородного полотна бумаги в продольном и поперечном направлениях, при скорости машины не более 300 м/мин, регистровая часть иногда подвергается тряске в поперечном направлении. Дальнейшее обезвоживание происходит над отсасывающими ящиками под действием вакуума, создаваемого специальными вакуумными насосами. При выработке высокосортных бумаг над ними часто устанавливают лёгкий равнительный валик (эгутер). Он служит также для нанесения на бумагу водяных знаков (См. Водяной знак). После этого полотно бумаги содержит ещё сравнительно много влаги (88-90\%), для удаления которой сетка вместе с полотном бумаги проходит над гауч-валом (на тихоходных машинах гауч-пресс), который имеет от одной до трёх отсасывающих камер. Гауч-вал - перфорированный пустотелый цилиндр из бронзового сплава или нержавеющей стали (площадь перфорации составляет около 25\% поверхности вала). Внутри корпуса находится неподвижная вакуумная камера с графитовыми уплотнениями, которые пневматически прижимаются к внутренней поверхности цилиндра. Вакуумная камера соединена с непрерывно действующим вакуумным насосом. Гауч-вал завершает формование и обезвоживание (до сухости 18-22\%) полотна бумаги на сетке Б. м.
Дальнейшее обезвоживание происходит в прессовой части механическим отжимом под действием давления и вакуума путём пропуска полотна через несколько (2-3, реже 4-5) вальцовых прессов, расположенных последовательно (часто первый и второй прессы объединены в сдвоенный пресс). При этом повышаются объёмная масса, прочностные свойства, прозрачность, снижаются пористость и впитывающая способность бумаги. Прессование выполняется между шерстяными сукнами, которые предохраняют ещё слабую бумагу от разрушения, впитывают отжатую влагу и одновременно транспортируют полотно. Каждый пресс имеет своё сукно. На всех новых быстроходных Б. м. нижние валы прессов делаются перфорированными (как гауч-валы). Они покрываются специальной резиной, что улучшает обезвоживание и увеличивает срок службы. На некоторых Б. м. вместо нижних отсасывающих валов устанавливаются валы со специальным желобчатым рифлением (канавками). На мощных Б. м. нижние валы первого и второго прессов делаются отсасывающими (аналогично гауч-валу). Часто, кроме прессов с сукнами, устанавливают ещё сглаживающие (или офсетные) прессы без сукон для уплотнения бумаги и придания ей гладкости. Затем полотно бумаги с сухостью до 45\% поступает в сушильную часть.
Сушильная часть (наибольшая по длине) состоит из вращающихся, обогреваемых изнутри паром и расположенных обычно в 2 ряда в шахматном порядке цилиндров. Полотно прижимается к нагретой поверхности цилиндров при помощи сукон, улучшающих теплоотдачу и предотвращающих коробление и сморщивание поверхности бумаги при сушке. Верхний и нижний ряды сушильных цилиндров имеют раздельные сукна, причём одно сукно охватывает сразу несколько цилиндров (группа сушильных цилиндров). Полотно бумаги движется с верхнего цилиндра на нижний, затем на соседний верхний и т.д. При этом бумага высушивается до содержания остаточной влаги 5-7\%. На современных Б. м. во второй половине сушильной части обычно помещают клеильный двухвальный пресс для поверхностной проклейки бумаги и нанесения поверхностного слоя. Сушильная часть некоторых Б. м. снабжена автоматическими регуляторами подачи пара в цилиндры, приспособлениями для автоматической заправки полотна бумаги на сушильные цилиндры и т.д. Пар собирается под колпаком, расположенным над всей сушильной частью Б. м., а затем отводится вытяжными вентиляторами наружу. Тепло используется в калориферах и теплообменниках.
Отделочная часть представляет собой каландр, состоящий из 5-10 расположенных друг над другом валов из отбелённого чугуна. Предварительно бумага для придания ей большей эластичности и мягкости охлаждается и несколько увлажняется на холодильном цилиндре (через пустотелые шейки которого подводится и отводится холодная вода). При движении между валами сверху вниз полотно становится более гладким, уплотняется и выравнивается по толщине. Затем бумага наматывается бесконечной лентой в рулоны на накате (принудительно вращаемом цилиндре, к которому прижимается валик с наматываемой на него бумагой). Для увлажнения бумаги при дополнительной отделке её на суперкаландрах (для получения бумаги с повышенной гладкостью, лоском и объёмной массой) над накатом устанавливается увлажнительный аппарат. Далее рулон разрезается на продольно-разрезном станке на необходимые форматы. Одновременно бумага сортируется, обрывы, возникшие при её выработке, склеиваются. При выпуске бумаги в листах рулоны для разрезания подаются на саморезку.
Б. м. имеет также большое количество различного оборудования, необходимого для обеспечения её непрерывной работы, и автоматических приборов, регулирующих технологические параметры. Для каждого вида бумаги установлены технически и экономически обоснованные ширина и рабочая скорость Б. м. Наиболее узкие Б. м. (с шириной бумажного полотна 1,6-4,2 м) предназначены для производства тончайших конденсаторных бумаг, специальной технической, высококачественных фото- и документных бумаг. Широкие Б. м. (свыше 6 м) служат для выработки газетной и мешочной бумаги. Рабочая скорость Б. м. при производстве конденсаторной бумаги составляет 40-150 м/мин, газетной бумаги - до 850 м/мин, санитарно-гигиенических бумаг - около 1000 м/мин и более. Производительность Б. м., изготовляющей конденсаторную бумагу толщиной 4-12 мкм, составляет 1-4 т/сутки, газетной бумаги - 330-500 т/сутки и более. Длина Б. м. для выработки газетной бумаги достигает 115 м, масса около 3500 т, высота отдельных частей до 15 м, мощность всех электродвигателей (включая оборудование для подготовки бумажной массы) около 30 000 квт. Привод отдельных секций Б. м. осуществляется двигателями постоянного тока. В течение 1 часа такая Б. м. потребляет до 45 т пара. Автоматические приборы регулируют процессы отлива и сушки бумаги на больших скоростях. Высокая оснащённость автоматическими приборами, точность регулировки и исполнения Б. м. позволяют свести количество рабочих, непосредственно её обслуживающих, до 3-8 человек.
Разрабатывается много новых конструкций Б. м., различающихся в основном методами формования полотна бумаги. В Б. м. типа инверформ (Англия) полотно бумаги отливается и формуется между двумя сетками - нижней и верхней (рис. 3). Бумажная масса из напорного ящика подаётся в захват между нижней и верхней сетками, при этом создаётся давление на поток жидкости. Некоторая часть воды проходит вниз через отложившийся слой волокна на нижней сетке, а оставшаяся часть удаляется через верхнюю сетку. С внутренней поверхности сетки вода отводится шабером, снабженным ножом из пластичного материала и лотком для отвода воды. Дальнейшее обезвоживание выполняется на обычных и "перевёрнутых" отсасывающих ящиках при вакууме, не превышающем 12 кн/м2 (0,12 кгс/см2). За отсасывающими ящиками установлен пресс, и отжатая вода через верхнюю сетку отсасывается шабером. При выработке многослойной бумаги верхних сеток бывает несколько (по числу слоев). Вода практически удаляется только через верхние сетки по шаберам и в "перевёрнутые" отсасывающие ящики.
В Б. м. типа вертиформ (рис. 4) бумажное полотно обезвоживается с обеих сторон между двумя вертикально перемещающимися сетками с помощью шаберов и отсасывающих ящиков, что обеспечивает осаждение волокон одинаковой фракции по обе стороны полотна бумаги. При этом вначале осаждаются короткие и тонкие волокна, вследствие чего образуется поверхность, наиболее пригодная для печати, а в середине листа оказываются крупные волокна, что увеличивает прочность бумажного полотна.
Наблюдается тенденция к использованию при отливе бумаги круглосеточных машин, где формование бумажного полотна осуществляется на цилиндрах, обтянутых сеткой и находящихся в ванне или без ванны, куда подаётся бумажная масса. В машине типа ротоформер (рис. 5) напорный ящик и сеточная часть выполнены в одном компактном узле, а обезвоживание осуществляется с помощью отсасывающей камеры, расположенной внутри вращающегося вала. Скорость таких машин до 300 м/мин. Они могут работать с малыми концентрациями, что важно при выработке бумаг из искусственных волокон.
При производстве длинноволокнистых бумаг, изготовляемых из хлопка, асбеста и синтетических материалов, применяется "сухое формование" бумажного полотна, основанное на принципе осаждения на сетке волокон, диспергированных в воздушном потоке. Возможно, что такое формование получит широкое применение для выработки технических и специальных видов бумаги.
Дальнейшее повышение эффективности Б. м. связано с изменением технологии производства бумаги, усовершенствованием конструкции машины и отдельных узлов, увеличением производительности за счёт скорости и ширины. Резкое увеличение скорости и ширины машины обеспечат: потокораспределители и напорные ящики закрытого типа, позволяющие выпускать массу на сетку со скоростью, отвечающей возросшей скорости движения сетки; регистровые валики желобчатого и сетчатого типа, гидропланки, двух- и трёхкамерные отсасывающие гауч-валы, интенсифицирующие обезвоживание; новые типы прессов (обратные отсасывающие, прессы с широкой отсасывающей камерой, многовальные и горячие прессы); обрезиненные отсасывающие валы и валы, закрепленные посередине, валы с желобчатым рифлением, прессы с подкладной сеткой, вакуумные отсасывающие сукномойки, валы, устанавливаемые на каландре станины открытого типа с шарнирным закреплением рычагов, закрепленные посередине (нижние и верхние), плавающие, не нуждающиеся в бомбировке для компенсации прогиба; периферического типа накаты для намотки рулонов диаметром до 2200-2500 мм с пневматическим прижимом рулона и автоматической передачей его из заправочных в рабочие опоры и т.д. В сушильной части Б. м. предусматривается применение более высокого давления пара, новые схемы парораспределителей с циркуляцией пара, сифонное удаление конденсата, полностью закрытые колпаки над сушильной частью, установка сушильных сеток вместо сушильных сукон и так далее. Кроме распространённой и сравнительно дешёвой сушки через контакт поверхности сушильных цилиндров машины с полотном бумаги, изыскиваются новые виды, которые позволили бы значительно сократить рабочую площадь сушильной части, повысить равномерность сушки. Перспективны новые виды сушки: диэлектрические (за счёт тока высокой частоты, пропускаемого через полотно бумаги); облучением инфракрасными лучами; обдувом горячим воздухом; под вакуумом.
Лит.: ИвановС. Н., Технология бумаги, М.-Л., 1960; Эйдлин И. Я., Бумагоделательные и отделочные машины, 2 изд., М., 1962; Jahn К., Arbeit an der Papiermaschine, 4 Aufl., Darmstadt, 1958; Hardman H. and Cole E. I., Papermaking practice, Manch., 1960.
В. А. Смирнов.
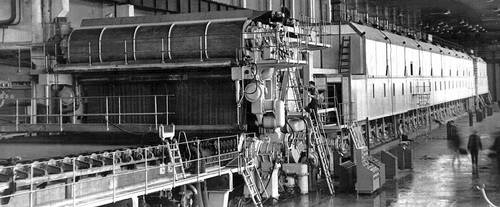
Рис. 1. Общий вид бумагоделательной машины.
Рис. 2. Схема плоскосеточной бумагоделательной машины: 1 - машинный бассейн; 2 - насос; 3 - бак постоянного напора; 4 - коническая мельница; 5 - смесительный насос; 6 - задвижки; 7 - очистная аппаратура; 8 - напорный ящик; 9 - сеточная часть; 10 - грудной вал; 11 - гауч-вал; 12 - регистровые валики; 13 - отсасывающие ящики; 14 - равнительный валик (эгутер); 15 - правильный валик; 16 - прессовая часть; 17 - вальцовые прессы; 18 - шерстяные сукна; 19 - сушильная часть; 20, 21 - сушильные цилиндры; 22 - каландр; 23 - холодильный цилиндр; 24 - накат; 25 - продольно-разрезной станок.
Рис. 3. Схема сеточной части бумагоделательной машины типа инверформ: 1 - нижняя сетка; 2 - грудной вал; 3 - напорный ящик; 4 - регистровый валик; 5 - формующий цилиндр; 6 - верхняя сетка; 7 - отсасывающий ящик; 8 - шаберное устройство верхней сетки; 9 - "перевёрнутые" отсасывающие ящики; 10 - отсасывающий шабер; 11 - верхний вал предварительного пресса; 12 - отсасывающий ящик; 13 - нижний вал предварительного пресса; 14 - отсасывающий гауч-вал; 15 - сетковедущий вал, расположенный за гауч-валом.
Рис. 4. Схема сеточной части бумагоделательной машины типа вертиформ: 1 - напорный ящик; 2 - левая сетка; 3 - правая сетка; 4 - грудные валы; 5 - отсасывающие ящики; 6 - ящик, установленный на сетке, где расположен отсасывающий вал; 7 - отсасывающий вал; 8 - вал; 9 - передаточный вал; 10 - пресс; 11 - нижнее прессовое сукно; 12 - верхнее прессовое сукно.
Рис. 5. Схема бумагоделательной машины типа ротоформер: 1 - напорный ящик; 2 - вакуум-формующий цилиндр; 3,4,5 - отсасывающие камеры; 6 - прижимной валик; 7 - бумаговедущий валик; 8 - пресс; 9 - устройство для регулирования уровня массы; 10 - труба для отвода перелива массы; 11 - регулирующее устройство.
Бумагоделательная машина
Бумагоде́лательная машина (БДМ) — машина для выработки из волокнистой массы бумаги путём образования (отлива) слоя волокон с последующим его обезвоживанием, сушкой и намоткой в рулон, а также каландрированием, поверхностной обработкой и резкой.Р 50-54-25-87 Оборудование для производства целлюлозы, бумаги и картона.
Wikipédia
Бумагоделательная машина
Бумагоде́лательная машина (БДМ) — машина для выработки из волокнистой массы бумаги путём образования (отлива) слоя волокон с последующим его обезвоживанием, сушкой и намоткой в рулон, а также каландрированием, поверхностной обработкой и резкой.

Exemples du corpus de texte pour Бумагоделательная машина
1. Дело в том, что среднего размера бумагоделательная машина производит около 30 тысяч тонн бумаги в год.
2. "Как показывает мировой опыт, чтобы производство было конкурентоспособным, бумагоделательная машина должна производить около 0,5 миллиона тонн в год.
3. Неделю назад на Сегежском ЦБК была пущена в ход еще одна, девятая по счету, мощная бумагоделательная машина.
4. На новом предприятии будет установлена бумагоделательная машина (БДМ) производительностью 25 000 т бумаги в год и объемом выпуска товарной продукции 1,8 млрд руб. в год.
5. Бумажный проект стоимостью $700 млн "Илим" планирует на Котласском ЦБК: будет запущена новая бумагоделательная машина по производству офисной бумаги и реконструированы три действующих.